Update:2022.10.18
型号
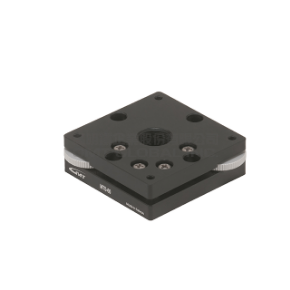
GFK10-SL
GFK10-SM
GFK10-SH
规
格
说
明
材质
表面处理
B:染黑
N:无电解镍
预压等级
尺寸标注代号
Ød (mm)
ØR (mm)
口G (mm)
T (mm)
H (mm)
F (mm)
ØD (-0.01, -0.03) (mm)
E (mm)
安装方法 (A)
T1 (mm)
E1 (mm)
安装方法 (B)
T2 (mm)
E2 (mm)
PCD (mm)
Ød1 (mm)
Ød2 (mm)
Z (mm)
M1 (mm)
口S (mm)
建
议
轴
端
加
工
尺
寸
搭配滚珠螺杆轴外径
ØD (mm)
轴端部外径
轴端加工尺寸
ØA (mm)
B (mm)
C (mm)
公称螺纹
M (mm)
L (mm)
间隔环长度
T4 (mm)
♦ 预压与应用说明
- 轻预压 (L)
* 适用条件:负荷方向一定,要求振动、冲击力小、滑动阻力小或转速高的设备。
* 参考应用:射束焊接机械、自动包装机、轻型数控铣床、一般工业机械移动轴、自动门窗加工机、焊接机、熔断机、工具交换装置、装订机械、各种材料供给装置、数控雕铣机。
- 中预压 (M)
* 适用条件:有悬臂负载或力矩作用的装置和单轴使用及轻负荷高精度的设备。
* 参考应用:磨床工作台进给轴、自动涂装机、测定器、各种高速材料供给装置、精密XY平台、一般工业机械的轴、印刷线路板的打孔机、电火花加工机、工业用机器人、NC车床。
- 重预压 (H)
* 适用条件:要求高刚性,且振动、冲击力大、高扭矩的设备。
* 参考应用:机械加工中心轴、NC车床、工作机械的Z轴、铣床、磨床的砂轮进给轴。
♦ GMT螺杆支撑座预压目的说明
- 目的:1. 提高轴之旋转精度
2. 提高轴之刚性
3. 防止轴之震动及异音
4. 防止轴承停止中之震动、碰撞痕
- 何谓预压:使用额定荷重(N)值,测得(L)值之成对轴承置入固定端后,以轴承压盖向外环施加压力,使将两轴结合,产生预压。
♦ 产品选用注意事项
- [型号]:依照螺杆支撑座『安装方式』选择螺杆支撑座系列。
安装方式:
1. 平面安装型:GAK、GBK、GEK、GAF、GBF、GEF、GSW、GSWE、GUN、GTN。
2. 嵌入安装型:GFK、GFF、GRW、GRWE、GUR、GTR。
- [规格]:再依螺杆外径与中心高选择型号。
- [等级]:依标准型、经济型区分。
- [预压]:依客户需求选配轴承预压。
- [表处]:依使用环境选择表处方式:镀化学镍或染黑。
染黑:一般环境(低湿度)。
化学镍(或称化镍、无电解镍):无尘室。
- [轴承系列]:有日系轴承和台系轴承。




























-01_6.jpeg "GMTGLOBALINC")



